
Сравнение характеристик
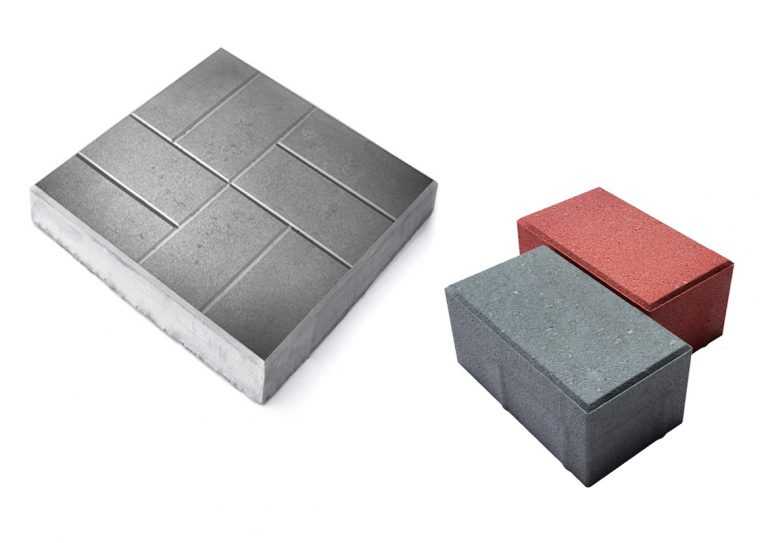
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.
При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.

Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из . Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.

Дизайн
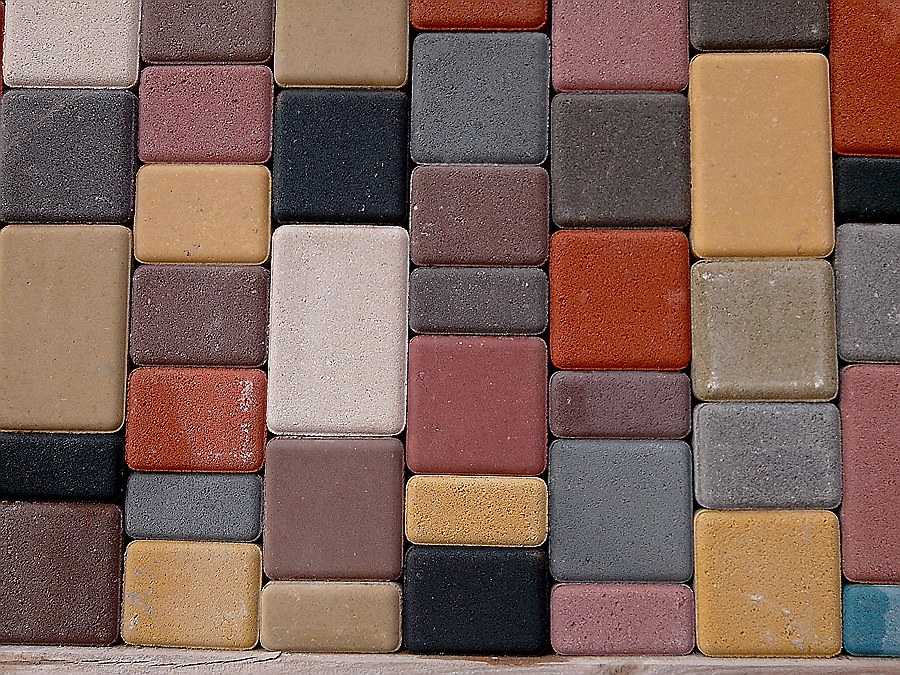
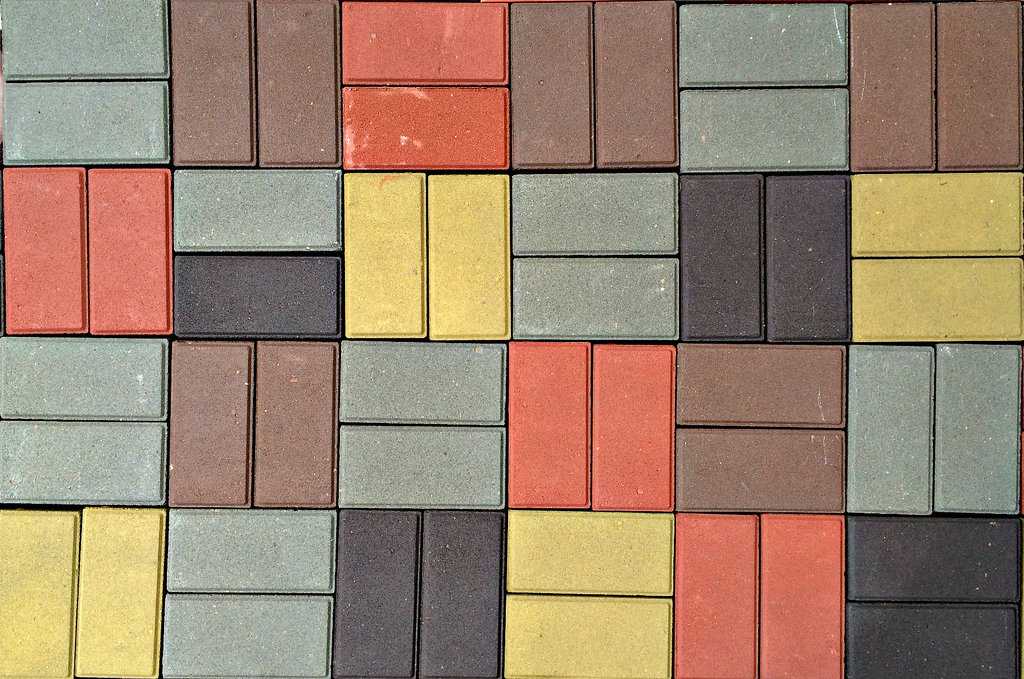
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.

Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.








При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.
Водонепроницаемость и морозостойкость
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
Покупка качественной вибропрессованной плитки
При выборе плитки нужно учитывать несколько важных нюансов. Так, для мощения участков, которые будут испытывать постоянные нагрузки, лучше выбирать вибропрессованную плитку, которая с легкостью выдержит воздействие. Выбрать качественный материал поможет знание нескольких правил.

От чего зависит качество будущего тротуара
Прочность и долговечность плитки напрямую зависят от того, насколько правильно был создан материал, точно ли соблюдена технология, использовались ли качественные материалы. Поэтому при покупке лучше доверять проверенным производителям, которые могут предоставить сертификаты и гарантию на товар.
Качество покрытия тротуара или садовой дорожки также будет зависеть от правильности укладки плитки, надлежащей подготовки основания, соблюдения технологии мощения. Правильно сделанный и уложенный материал прослужит десятилетия – так, настеленная когда-то в Москве брусчатка служит до сих пор, а материал и не думает разрушаться. И если укладка плитки – процесс, на который можно повлиять, то покупка некачественного материала может привести к быстрому разрушению слоя, в связи с чем данному вопросу стоит уделить больше внимания.

Почему плитка может быть негодной:
- Использование дешевых красителей, окраска плитки после производства – довольно быстро тротуар потеряет свою внешнюю привлекательность, так как слой краски сотрется неравномерно и в этих местах проявится серый бетон
- Плитка слишком яркого цвета – обычно это результат переусердствования с красителями, из-за чего материал может быть менее прочным
- Переизбыток воды в составе – тогда изделие получается хрупким, нестойким к износу, морозу, солнцу
Критерии выбора
Выбирая тротуарную плитку, произведенную методом вибропрессования, необходимо обратить внимание на ее физические характеристики – важны цвет, вес, размер, форма, рисунок и т.д. В данном случае ориентируются исключительно на личные предпочтения и требования
Что же касается качества материала, то тут есть некоторые нюансы.

Как выбрать качественную плитку:
- Слои прессования – может быть один слой или два: двуслойная плитка предполагает наличие первого, более грубого и надежного, слоя из диабазового или гранитного щебня, а также второго декоративного, гладкого и ударопрочного, износостойкого. Однослойная плитка менее красивая и прочная.
- Внешний вид изделия – не должно быть трещин, раковин, непроформовок, скопления зерен материала и т.д. Плитка из плотного и прочного бетона предполагает сплошную равномерную структуру.
- Цвет – должен быть также равномерным и стойким. Если через сутки после воздействия воды на материал бетон все еще темный и сам камень мокрый – материал слишком пористый, с низкой плотностью, будет непрочным.
- Вертикальные полосы на торце и по бокам – говорят об оптимальной влажности бетонного раствора и долговечности камня.
- Наличие сложноустранимого руста по верхней грани, утолщения снизу – это дефекты, говорящие о большом износе пресс-формы на производстве.
- Ударная прочность – если бросить камень с высоты роста человека на ровный бетон или асфальт без усилия, камень должен остаться целым (в крайнем случае могут появиться минимальные дефекты).
- Звук при ударе – если ударить плитки друг о друга, звук должен быть звонким, а не глухим.
- Подбор влажностей слоев двуслойного материала – качественная плитка проектируются из двух слоев, каждый из которых обладает определенной влажностью. Если нужные параметры не соблюдены, части плитки могут откалываться одна от другой. Оценить параметр просто: нужно поставить плитку на торец в поддон, погрузив в воду на 2-3 сантиметра. Выждать 5 минут. Если в лицевом слое уровень подъема воды превысил половину длины изделия, качество плитки низкое.
- Наличие сертификата качества у продавца или производителя.
Вибропрессованная тротуарная плитка – качественный и красивый материал для оформления дорожек, улиц, площадей, стоянок авто и т.д. При условии выбора сделанной по ГОСТу, прочной и надежной, плитки создать оригинальное и долговечное покрытие не составит труда.
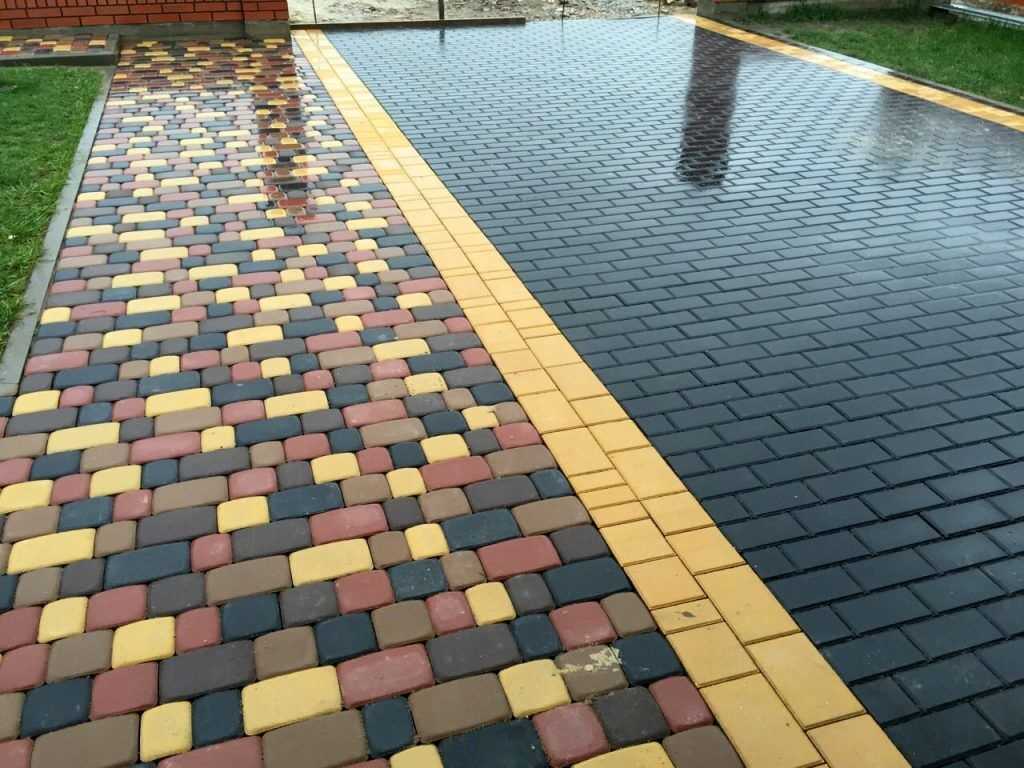
Варианты укладки
Укладка плитки и брусчатки должна производиться на подготовленное основание из песка, песчано-цементной смеси или бетона, при наличии нижнего дренажного щебеночного слоя. Поскольку мощеные поверхности используются в качестве элементов дизайна при обустройстве территории, то удачно подобранный способ укладки будет влиять на общее визуальное восприятие всего участка. Поэтому к выбору схемы укладки нужно подходить очень продуманно.








Аурика.
Волна.
Елочка.
Клевер.
Круговая.
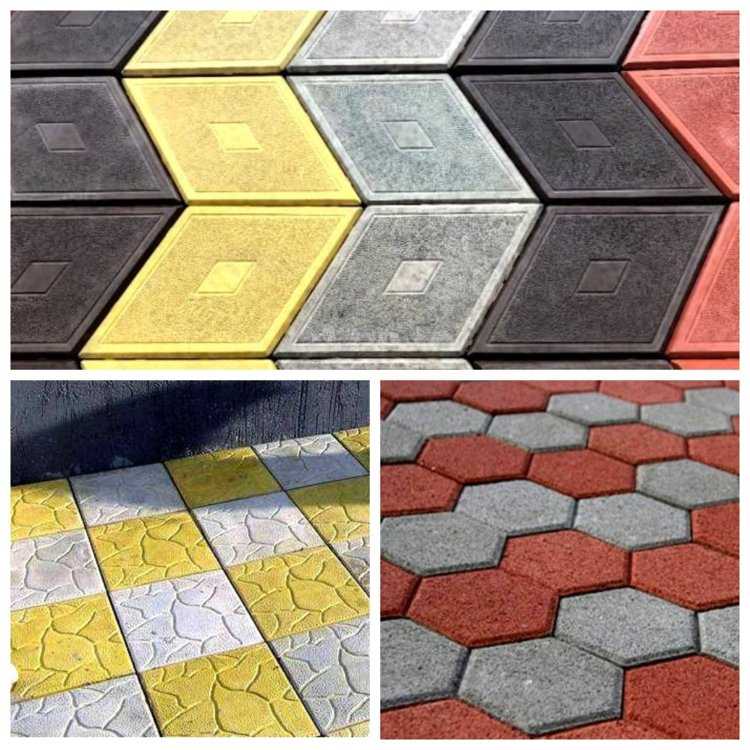
Большое разнообразие цветовых оттенков, фактур поверхности и размеров позволяют создавать любые виды рисунков тротуарной плитки. Очень часто принимаемый узор расположения плиток зависит от их геометрической формы.
Варианты укладки
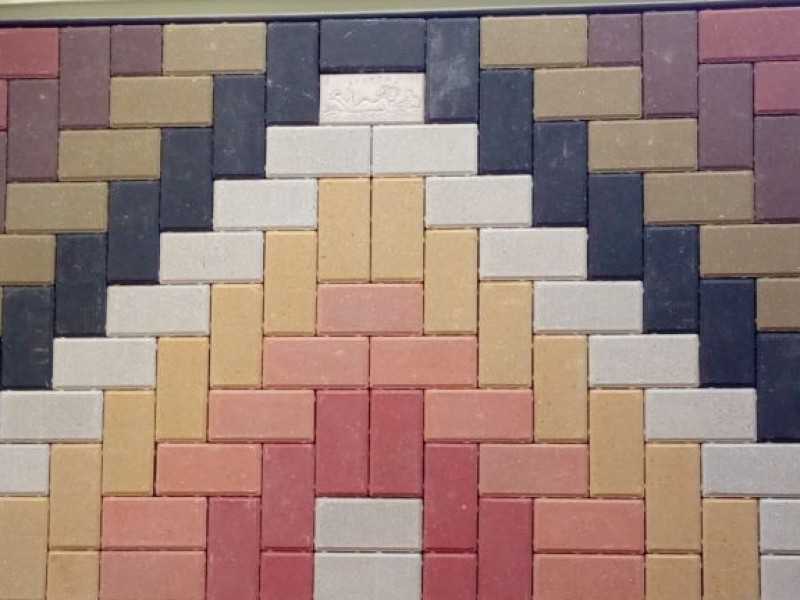
При укладке «елочкой» камни и плитку кладут под углом в 45 или 90 градусов. И если использовать для этого более одного цвета, то в результате получится очень оригинальный рисунок. Более сложный вариант называют «плетенка», при котором продольное и поперечное положение изделий чередуется.
Красиво выглядит «шахматный» порядок, когда используют материал квадратного сечения или сочетают прямоугольные и квадратные плитки. При использовании только прямоугольных плиток их укладывают по две штуки рядом. Для создания рисунка потребуется материал двух цветов.
«Ромб» является весьма эффектным и красивым вариантом укладки. При этом профессионалы придумали более 30-ти вариантов оформления мощеных покрытий этим способом. Например, можно группировать по три ромбические плитки в шестиугольник одного цвета, а пространство между такими «цветками» заполнять другим оттенком.
…и еще один набор…
Другой способ предусматривает укладку выделяющейся звезды. Здесь самое главное — выделение отдельного элемента узора, хотя и ровная укладка двух цветов материала тоже выглядит весьма эффектно.
Очень оригинально выглядит хаотичный набор покрытия, в котором уложены плитки не только разных цветов, но и различных размеров. Правда подбирать материал и класть плитку или брусчатку хаотично достаточно сложно. Для этого необходимо обладать определенным абстрактным мышлением.
Самые сложные варианты укладки имеют круглые очертания. Но и результат может получиться неповторимым по своей красоте.
Что такое брусчатка
Брусчатка по определению — это небольшой каменный параллелепипед, который является достаточно толстым. Это делается для того, чтобы обеспечить максимальную прочность покрытия, ведь брусчатка укладывается на песчаную насыпь плотно одна к одной. Существует несколько основных подвидов брусчатки — колотая и пиленая.
Колотая — образец грубой обработки, чья форма выработана лишь приблизительно. Ехать по дороге, вымощенной колотой брусчаткой, довольно некомфортно и это плачевно сказывается на автомобиле.
Пиленая брусчатка — это аккуратно обработанные камни, которые при должной укладке обеспечивают ровную поверхность. Она ничем не уступает асфальтовому покрытию. Изредка, такая брусчатка даже подвергается полировке с лицевой стороны.
Гранитная брусчатка — это один из самых долговечных и востребованных строительных материалов:
https://youtube.com/watch?v=hJtjNacUVkk
Это интересно: Светящаяся тротуарная плитка — расписываем все нюансы
Технологии производства фигурных элементов мощения ФЭМ
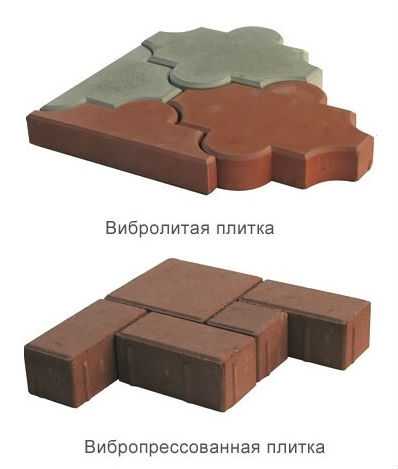
Большинство бетонных и железобетонных изделий отливается внутри съемной опалубки. Поэтому классическая технология вибролитья позволяет получить качественный продукт с высокими эксплуатационными свойствами.
Недостатком вибролитой плитки тротуарной является гладкая лицевая поверхность, небезопасная зимой. Поэтому производителями освоен выпуск вибро- и гиперпрессованных элементов ФЭМ, поверхность которых шероховатая по умолчанию.
Вибролитье
Основным нюансом изготовления железобетонного изделия или монолитной конструкции, отливаемой по месту, является обязательное уплотнение смеси после укладки внутрь опалубки штыкованием или насадкой глубинного вибратора (реже виброрейкой).
Поскольку тротуарная плитка имеет небольшие размеры в сравнении с фундаментами, плитами перекрытия, ФСБ блоками, глубинный вибратор в форму не поместится физически. Поэтому применяется технология вибролиться:
- форма, являющаяся по сути миниатюрной опалубкой изделия, устанавливается на вибростол;
- в бетоносмесителе приготавливается смесь из песка, гранотсева, цемента и воды с добавлением пластификатора, красящего пигмента и модифицирующих добавок;
- форма заполняется бетоном, за счет вибраций из конструкционного материала выходит воздух, равномерно перемешиваются компоненты, цементное молочко перемещается к стенкам формы.
Полуавтоматическая линия вибролитья.
Тротуарная плитка вибролитая получается гладкой, окрашивается в массе, имеет стабильную геометрию. Однако извлечь ее из формы сложно, поэтому изделие помещается к горячую воду (40 – 70 градусов) на несколько минут. Полимерная форма расширяется и легко снимается с готового элемента ФЭМ.









Энергозатраты производства невелики, количество ручного труда при перекладке плитки в ванну, складировании выше, чем в других технологиях.
Для повышения ресурса, качества окрашивания и УФ-стойкости в технологию внесли корректировки:
- цветной бетон для лицевого слоя замешивается отдельно – консистенция сметаны, пропорции 1/1/1/0,02 по массе (цемент, гранотсев, песок, диспергатор, соответственно), пигмент в зависимости от колера;
- серый бетон для основы приготавливается в другой бетономешалке – соотношение 1/8/3 (вода, смесь ПГС, цемент, соответственно), 0,01 часть пластификатора.
Двухслойная цветная плитка.
В форму укладывается цветная смесь, через 20 – 30 секунд добавляется серая основа. Через 30 секунд вибродвигатель отключается. Согласно технологической карте на сушку ФЭМ отводится 3 недели, после чего ей можно мостить тротуары и паркинги.
Вибропрессование
Технология существенно отличается от предыдущей методики, основным оборудованием является вибропресс. Смесь подается из бетономешалки в матрицу, формируется в готовое изделие пуансоном, отбрасывается специальным механизмом на конвейер или поддон в зависимости от объемов производства.
В отличие от резиновых и полимерных многооборотных формочек хороший вибропресс показывает производительность 20 элементов ФЭМ в минуту. Не возникает проблем с расформовкой, практически полностью отсутствует ручной труд. Применявшаяся ранее пропарка продукции ничего, кроме повышения себестоимости тротуарной плитки, не приносила. Поэтому в настоящее время не используется, так как практически не влияет на процесс гидратации цементного камня.
Вибропресс для брусчатки.
Методом вибропрессования так же можно изготовить двухслойную плитку. Ее качество получается выше, так как слои не могут перемешаться при кратковременном приложении давления, а воздух полностью удаляется из смеси.
Гиперпрессование
Характеристики оборудования в данном случае гораздо выше. У разных производителей пуансон давит на смесь внутри матрицы с усилием 0,2 – 0,4 МПа, начальная прочность конструкционного материала составляет 2 – 4 МПа. Поэтому распалубка сразу после формовки прессом не опасна для готового, но не набравшего прочность изделия.
Станок для производства гиперпрессованной плитки.
Поверхность гиперпрессованного продукта гладкая, поэтому возможны проблемы скольжения в дождь и зимой. Огромное давление обеспечивает высокую прочность, низкую водопроницаемость.
Внимание: Обрабатываемость брусчатки гиперпрессованной практически нулевая. Поэтому следует использовать простые схемы укладки, покупать коллекции плитки с половинками в комплекте
Морозостойкость как критерий качества тротуарной плитки
Из немногочисленных характеристик бетонных изделий для неискушенного потребителя наиболее загадочным является – морозостойкость. В данном обзоре в кратком виде будет рассмотрено, что такое морозостойкость, и произведено сравнение этого показателя в литьевой и вибропрессованной продукции.







Морозостойкость — способность изделия в насыщенном водой состоянии выдерживать многократное попеременное замораживание и оттаивание без видимых признаков разрушения и без значительного понижения прочности. Морозостойкость обозначается буквой «F» с цифрами от 50 до 1000 (пример — F200), означающими количество циклов замерзания-оттаивания.
Из вышеприведённого определения понятно, что морозостойкость бетонных изделий зависит от его внутренней структуры, в частности, от пористости, поскольку этот признак определяет объем воды (льда) и его распределение в теле бетона. Повышение морозостойкости, в свою очередь, возможно за счет повышения плотности бетона, уменьшения объема макропор и их проницаемость для воды.
Высокая морозостойкость очень важна в Санкт-Петербурге и Ленинградской области, где климатические условия (высокая влажность, множественные перепады температур относительно нуля) подвергают испытанию тротуарную плитку ежегодно.
ГОСТ 17608-91 указывает, что морозостойкость тротуарной плитки должна быть не ниже F100, а для северных регионов, к которым относится и Санкт-Петербург, не менее F150 и F200. Вибропрессованная тротуарная плитка, обладая высокой плотностью бетона, имеет морозостойкость не ниже F200. Тротуарная плитка, изготовленная по литьевой технологии, и, соответственно, с низкой плотностью бетона, не соответствует этим требованиям и имеет показатели морозостойкости ниже вибропрессованной в разы.
В результате таких грубых несоответствий ГОСТу литьевая плитка имеет малый срок службы – практически повсеместно можно наблюдать, что сравнительно недавно уложенная плитка уже через несколько лет начинает крошиться и растрескиваться. В местах с интенсивным движением это происходит уже по истечении нескольких лет. В результате материал, обязанный служить продолжительное время, спустя незначительный срок, уже нуждается в ремонте, а зачастую и в полной замене. Напомним, что замена элементов мощения – процедура гораздо более сложная и трудоемкая, нежели укладка.
Вибропрессованная тротуарная плитка — что это такое?
Данная разновидность бетонных изделий производится путем прессования при участии оборудования, подвергающего материал воздействию вибрации. Используется цемент наивысшей марки (М500), что способствует упрочнению смеси. Кроме того, в состав входит песок и щебень. Это также повышает сопротивляемость изделия воздействию существенного давления. Плитка отличается способностью противостоять деформационным нагрузкам. При этом трещины в процессе эксплуатации не образуются.
Еще одной характеристикой вибропрессованной плитки является морозостойкость. Это обусловлено тем, что в процессе производства используется минимальное количество воды. В результате готовое изделие не отличается подвижностью. Это способствует сохранению целостности покрытия, увеличению срока эксплуатации.
При длительном контакте с водой материал не впитывает влагу. Благодаря этому он выдерживает воздействие низких температур и влияние перепадов температур. Влагостойкость материала обеспечивается еще и благодаря тому, что в состав входят гидрофобизаторы. Поверхность таких изделий не теряет привлекательность в течение длительного периода, т. к. характеризуется стойкостью к истиранию. Эти свойства обусловлены наличием в составе пластификаторов.
При выборе методики производства плитки учитывают тип поверхности. Например, изделия, которые получены по технологии вибропрессования, характеризуются шероховатостью. Они отличаются между собой по качеству: на некоторых присутствуют мелкие дефекты, что является особенностью производства, перепад высот в разных точках может достигать 2 мм. Отличие вибропрессованной плитки заключается в том, что на выходе получают изделия с ровными краями, при этом погрешность минимальная — до 0,5 мм.

Толщина варьируется в пределах от 3 до 7 см. Более тонкую плитку выбирают для облегченных условий эксплуатации: с целью укладки на участках с минимальной и умеренной механической нагрузкой. Аналоги толщиной до 6,5 см применяют для мощения участков, на которые оказывается повышенное давление: перемещаются легковые автомобили. Использование аналогов до 7 см толщиной оправдано в случаях, когда выполняется монтаж покрытия, предназначенного для перемещения грузового транспорта по нему.
Если в партии при осмотре обнаружены экземпляры с более выраженными дефектами (углубления до 6 мм), с заусенцами, это значит, что материал произведен по другой технологии. Вибропрессование исключает вероятность появления подобных проблем.
Как она изготавливается?
Такая тротуарная плитка лучше, потому что процесс ее производства полностью автоматизирован. Это значит, что дозирование и соединение компонентов, а также дальнейшее прессование производится без участия человека. Соответственно, качество окрашивания таких изделий выше. Еще одним преимуществом является использование полусухих смесей. Эти основные моменты обеспечивают проявление улучшенных свойств материала: прочности, морозоустойчивости.
Подробнее о технологии производства:
- используются пресс-формы;
- емкости установлены на станине, которая подвергается воздействию вибрации;
- одновременно на материал давит пуансон, который тоже вибрирует, усиливая действие вибростола;
- механическое давление на бетонную смесь оказывается до момента, пока она не будет максимально уплотнена;
- затем пуансон извлекается, емкость удаляется, на столе остается только готовое изделие.
Отличные показатели качества такой плитки обусловлены тем, что при производстве используются формы с ровными стенками. Под воздействием вибрации материал плотно прилегает к емкости, в результате заготовка повторяет ее форму. Значит, вероятность появления заусенцев и других дефектов на боковых стенках минимальная.
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей. Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением. Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.










Жесткость бетона можно определить по осадке конуса бетона. Это самый простой, быстрый и практичный метод, который дает достаточное представление о подвижности бетонной смеси. Для того чтобы провести испытание, необходим специальный усеченный конус, сделанный из листового металла (конус Абрамса).
Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают. Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной. Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
Формование происходит на специальном оборудовании – вибропрессе (о видах вибропрессов мы говорили в этой статье).
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.
o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.
![Облицовка дома белым кирпичом + фасадный декор • 333+ фото • [артфасад]](http://vanitymagazine.ru/wp-content/uploads/0/9/4/09491c72be9150ce9f047ee8f6ae93cb.jpeg)




