
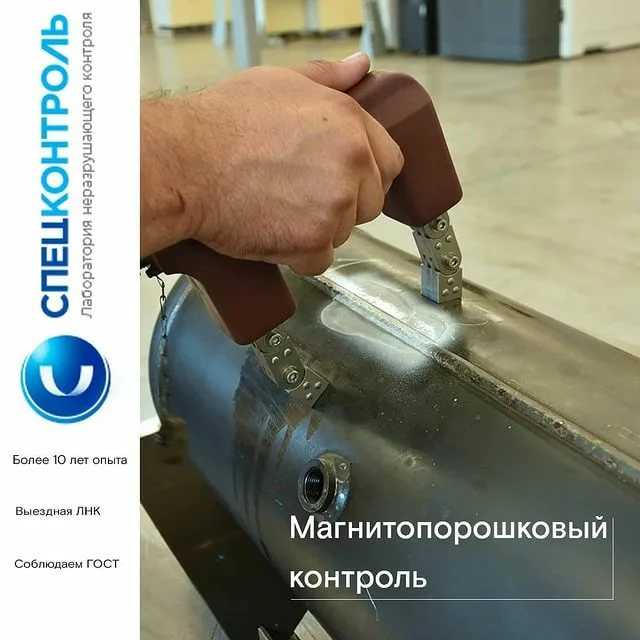
Магнитопорошковый контроль
- Магнитопорошковый контроль
- Капиллярный контроль
- Оптические микроскопы
- Металлографическое оборудование
- Твердомеры
- Измерительные микроскопы
- Контроль бетона
- Видеоэндоскопы
Магнитопорошковый контроль, оборудование и аксессуары для магнитопорошкового контроля
Магнитный контроль — это простой способ обнаружить дефекты на различных ферромагнитных изделиях. Такой метод неразрушающего контроля успешно помогает обнаружить мельчайшие повреждения.
Современный магнитопорошковый контроль — востребованный в металлургической сфере, химическом машиностроении, автомобилестроении метод. Также он применяется для определения уровня износа трубопроводных систем.
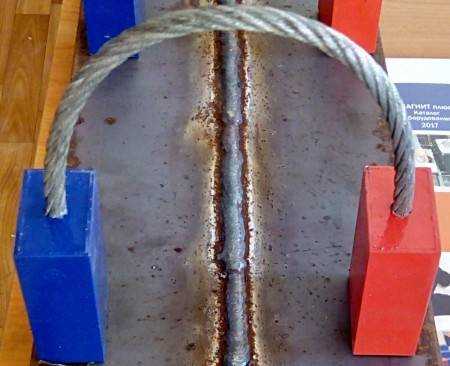
Основа магнитопорошкового контроля — это свойство магнитных частиц, которые концентрируются в местах неоднородности магнитного поля, появляющихся при наличии дефектов. Каким образом осуществляется контроль?
- Изделие намагничивается и покрывается магнитным порошком или суспензией.
- Происходит оседание вещества в местах дефектов.
- Магнитные частицы выстраиваются в цепочку и образуют рисунок, по которому определяется наличие дефектов.
Существует два метода магнитопорошкового неразрушающего контроля: это сухой (использование магнитного порошка) и мокрый (использование магнитной суспензии).
Для успешного проведения магнитопорошкового контроля необходимо использование качественной суспензии и порошка. «Квалитест» имеет в ассортименте широкий выбор магнитных суспензий и порошков, которые помогут обнаружить дефекты в начальной стадии. Аксессуары для проведения магнитопорошкового контроля от «Квалитест» обеспечивают высокую производительность, чувствительность и наглядность результатов.
Магнитопорошковый метод неразрушающего контроля
Технология проверки очень проста. Чтобы применить магнитопорошковый метод неразрушающего контроля, исследуемую поверхность необходимо предварительно очистить. Далее на нее наносится состоящий из мелких частиц специальный магнитный порошок (состав также может выпускаться в виде взвеси), который намагничивает проверяемую деталь.
Таким образом, за счет распределения частиц индикатора, магнитопорошковый метод контроля позволяет выявить даже самые мельчайшие повреждения металлической поверхности. Например, концентрат Magnaglo под действием магнитов, воздействующих на деталь, притягивается в первую очередь к трещинкам, сколам и т. д. По завершении процедуры изучаемый объект размагничивается.
Результаты дефектоскопии оцениваются при помощи увеличительного стекла, поэтому при проверке необходимо обеспечить хорошее освещение. В противном случае результаты, которые дал магнитный порошок, могут быть оценены неправильно.









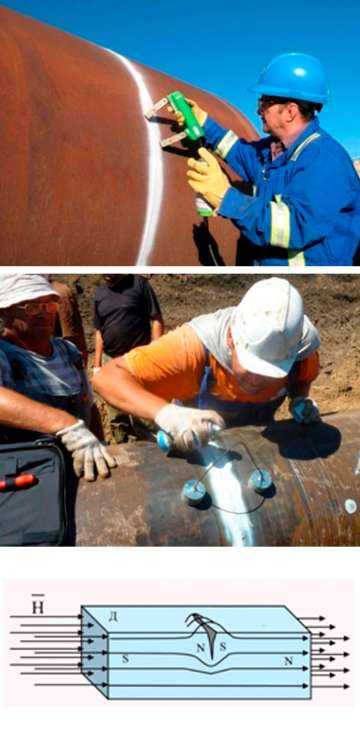
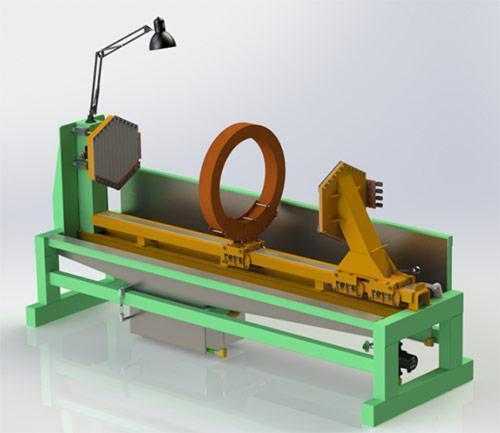
Для того чтобы иметь возможность провести магнитопорошковый контроль в любой ситуации (например, магнитопорошковый контроль сварных соединений), разработаны несколько типов установок. Стационарные аппараты оснащены магнитами и катушками, которые начинают работать под действием электрического тока. Такие установки оправданы на производстве, где необходим постоянный магнитопорошковый контроль, оборудование используется для всей выпускаемой продукции.
Применять магнитопорошковый метод неразрушающего контроля можно и в «полевых» условиях — для этого созданы компактные аппараты. Их вес может ограничиваться 10 кг. Такие мобильные установки прекрасно подходят для контроля уже готовых, смонтированных конструкций.
Магнитный порошок. Купить по доступной цене.
В нашем каталоге Вы найдете все необходимое оборудование для магнитопорошкового контроля — дефектоскопы, размагничивающие установки, магнитные клещи, УФ лампы, магнитный порошок и расходные материалы.
Компания «Квалитест» является официальным дистрибьютором Magnaflux в Москве, Санкт-Петербурге и других городах. На сегодняшний день Magnaflux является ведущим производителем оборудования для магнитопорошкового контроля, а также магнитопорошковых суспензий Magnaflux 7HF.
Все представленное в нашем магазине оборудование, позволяющее использовать магнитопорошковый метод неразрушающего контроля, а также аксессуары и расходные компоненты соответствуют установленным нормам и требованиям, предъявляемым к изделиям данного типа международными и российскими уполномоченными органами. Оборудование снабжается соответствующим сертификатом и гарантийными обязательствами производителя. Полную консультацию можно получить, связавшись с нашими менеджерами любым удобным способом, указанным в разделе «Контакты».
Кратко о других методах дефектоскопии
Капиллярный (жидкостный) метод предполагает выявление дефектов на поверхности металлов. Перед диагностикой детали очищаются, чтобы краситель попадал беспрепятственно. На материал наносят пенетрант, удаляют избытки и вводят проявитель, который при специальном освещении обнаруживает разрушения поверхности. Жидкостный метод прост в исполнении, но требует предварительной тщательной очистки поверхности. Автоматизировать это невозможно.
Вихретоковый контроль показывает повреждения внутри металла и на его поверхности с помощью электромагнитного поля. Вихревые токи текут по-разному в материалах с дефектами и без них. Диагностика вихревым током проводится за секунды, но применима только к металлам. Такие испытания требуют высокой квалификации операторов. Метод используют в авиационной и ядерной промышленности.
Контроль магнитными частицами обнаруживает повреждения на поверхности либо чуть ниже (работа на глубине материала невозможна). На материал наносят сухие или влажные магнитные частицы – они притягиваются к инородному телу, обозначая его форму и размер. После завершения диагностики деталь размагничивается. Этот метод подходит только для работы с ферромагнитными материалами. Для исследования требуется полное размагничивание детали, что затрудняет автоматизацию процесса.
Как обучают специалистов по ультразвуковой дефектоскопии
В соответствии с действующим законодательством, специалисты, работающие в сфере ультразвуковой дефектоскопии, проходят обязательное повышение квалификации с последующей аттестацией.
Она проводится с целью определения достаточной теоретической и практической подготовки сотрудников для выполнения одного и нескольких видов НК, умения на основании полученных результатов делать заключения об исследуемом объекте повышенной опасности в промышленности и строительстве.
Подготовкой и аттестацией специалистов занимаются специализированные научно-исследовательские центры. Они составляют учебные программы длительностью от 40 до 120 академических часов.
За это время изучают:
- Виды и методы ультразвуковой диагностики.
- Теоретические основы колебаний.
- Типы и свойства волн.
- Правила критических углов ввода.
- Источники УЗ-колебаний.
- Методы дефектоскопии сварочных швов и свай.
- Правила акустической дефектоскопии.
- Принцип работы приборов ультразвуковой проверки.
По окончании обучения сотрудники сдают экзамены, по итогам которых получают удостоверение утвержденного образца, где указывается квалификационный уровень – I, II или III. Специалисты I уровня обслуживают технику для неразрушающего контроля и составляют отчеты по итогам работ, II – занимаются работами на опасных объектах и дают заключения. Эксперты III уровня руководят процессом на всех стадиях его выполнения, им требуется дополнительное обучение по специально разработанным методикам.
Полученную квалификацию необходимо подтверждать каждые 3 года, сдавая при этом соответствующие экзамены.
Теория акустической технологии
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики (например, в диагностической медицине). Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка аппарата, выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Определение
Ультразвуковой контроль сварных швов – это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии (УЗД) проводится диагностика разных сварных соединений. УЗК является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые вложения в металле) и выявления присутствия не металлических элементов.










Принцип работы
Ультразвуковая технология испытания основана на способности высокочастотных колебаний (около 20 000 Гц) проникать в металл и отражаться от поверхности царапин, пустот и других неровностей. Искусственно созданная, направленная диагностическая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗД видит это отклонение на экранах приборов и по определенным показаниям данных может дать характеристику выявленному дефекту. Например:
- расстояние до дефекта – по времени распространения ультразвуковой волны в материале;
- относительный размер дефекта – по амплитуде отраженного импульса.
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК (ГОСТ 23829 – 79), которые отличаются между собой только способом регистрации и оценки данных:
- Теневой метод. Заключается в контроле уменьшения амплитуды ультразвуковых колебаний прошедшего и отраженного импульсов.
- Зеркально-теневой метод. Обнаруживает дефекты швов по коэффициенту затухания отраженного колебания.
- Эхо-зеркальный метод или “Тандем”. Заключается в использовании двух аппаратов, которые перекликаются в работе и с разных сторон подходят к дефекту.
- Дельта-метод. Основывается на контроле ультразвуковой энергии, переизлученной от дефекта.
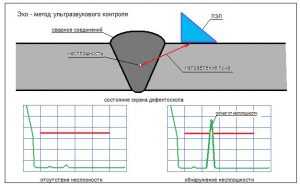
- Эхо-метод. Основан на регистрации сигнала отраженного от дефекта.
Откуда колебания волны?
Проводим контроль
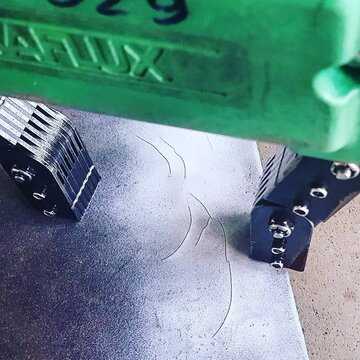
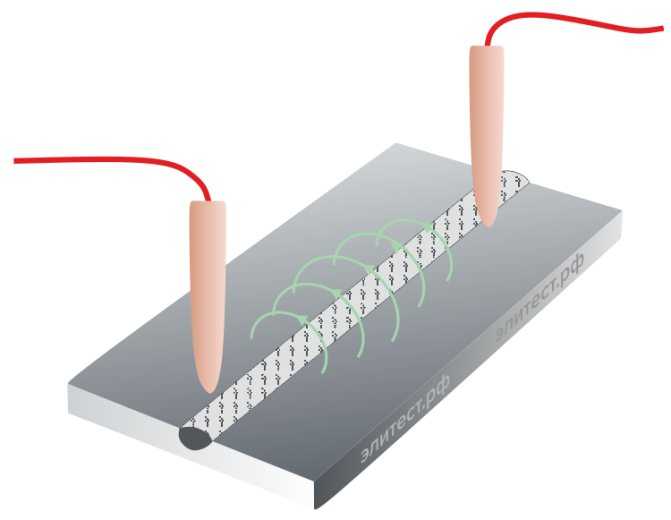
Практически все приборы для диагностики методом ультразвуковых волн устроены по схожему принципу. Основным рабочим элементом является пластина пьезодатчика из кварца или титанита бария. Сам пьезодатчик прибора для УЗД расположен в призматической искательной головке (в щупе). Щуп располагают вдоль швов и медленно перемещают, сообщая возвратно-поступательное движение. В это время к пластине подводится высокочастотный ток (0,8—2,5 Мгц), вследствие чего она начинает излучать пучки ультразвуковых колебаний перпендикулярно своей длине.
Отраженные волны воспринимаются такой же пластиной (другим принимающим щупом), которая преобразует их в переменный электрический ток и он сразу отклоняет волну на экране осциллографа (возникает промежуточный пик). При УЗК датчик посылает переменные короткие импульсы упругих колебаний разной длительности (настраиваемая величина, мкс) разделяя их более продолжительными паузами (1—5 мкс). Это позволяет определить и наличие дефекта, и глубину его залегания.
Контроль сварных соединений рентгеновским излучением
Одним из самых распространенных на сегодняшний день методов контроля качества сварных соединений является рентгеновское излучение. Его также называют рентгено- и гаммаграфическим. Особенность этого метода заключается в том, что гамма-лучи способны проходить сквозь сварное соединение. Для фиксации результатов применяется специальная радиографическая пленка. В результате действия гамма-лучей на пленке возникает скрытый для обычного зрения рисунок. Его можно увидеть только после проявления и закрепления, как и в случае с фотообработкой. С целью лучшей проявки дефектов применяются концентраторы из металлических или флюоресцентных экранов.
Известно, что рентгеновские лучи являются теми же электромагнитными колебаниями, имеющие определенную частоту. Принимает излучения специальная рентгеновская трубка. Она оснащена двумя электродами, расположенными в баллоне. Процесс образования излучения возникает в момент торможения электронов, которые задерживаются анодом. При этом электрон принимает кинетическую энергию, равную E=eU. Когда достигается минимальная длина волны Emax=hc/λ0.
электронов на аноде, генерируется максимальное количество рентгеновского излучения. Учитывая, что h – постоянная Планка и равна 6,625∙10-34 Дж/с, с – это скорость света в вакууме, а е – заряд электрона равный 1,602∙ 10-19 Кл, то приравняв Е и Emax, можно определить минимальную длину волны λ0 и она будет равна
Если увеличивать напряжение на аноде, то длина волны становится меньше. В результате излучается спектральный состав рентгеновского излучения. В результате этого увеличивается максимальная энергия непрерывного спектра. Если изменять ток анодной трубки, то аналогично изменяется и интенсивность рентгеновского излучения. Дозу облучения можно определить из произведения анодного тока и длительности времени, на протяжении которого происходило воздействие.
Рентгеновская трубка обладает очень малым КПД, которые не превышает 2% от всей энергии электронов. Все остальное уходит на нагрев, который выводится специальной средой наружу. Для регистрации рентгеновского излучения, прошедшего через сварное соединение, используется эмульсия специальной радиографической пленки.
 1. Радиографическая техническая плёнка Р8Ф; 2. Рентгеновская плёнка Agfa D5
1. Радиографическая техническая плёнка Р8Ф; 2. Рентгеновская плёнка Agfa D5
Так как любая используемая для контроля качества сварки радиографическая пленка не имеет идеального участка на кривой, то контрастность и градиент определяется индивидуально из соотношения γd = dD/(d lg D). D – Плотность почернения пленки. Если используется безэкранная пленка, то плотность почернения в них Dб определяется пропорциональностью проявленных пятен. Экспозиция X при этом определяется количеством квантов, которые прошли через пленку. В таком случае Dб = Dmaх, k – чувствительность пленки, а Dmaх является величиной максимальной плотности почернения. Если используется экран, то уравнение будет иметь вид:
Пленки обладают, так называемой, спектральной чувствительностью. Это свойство указывает на способность получать разные плотности почернения с одинаковой экспозицией, но разной дозой. Спектральная чувствительность обозначается буквой Q и определяется по формуле
Все радиографические пленки характеризуются разрешающей способностью. Она определяет количество различимых штриховых линий на расстоянии 1 мм. Наиболее качественными в этом плане являются пленки типов РТ-4 М и РТ-5. Они также являются мелкозернистыми
Контроль с использованием усиливающих кранов позволяет получить более существенную картину, но при этом важно правильно выбрать материал для изготовления экрана, которым может быть олово, свинец, вольфрам. Материал выбирается в зависимости от величины питающего напряжения до 100 кВ и свыше 100 кВ
В промышленных масштабах для проведения контроля качества сварного шва используют пленку РТ-СШ. В качестве экрана применяется лавсан с покрытием из тяжелых элементов, заменяющих свинец. Выделяют 4 класса рентгенографических снимков.
Особенности выбора метода неразрушающего контроля
Выбор оптимального метода неразрушающего контроля зависит от следующих факторов:
1. От физических свойств контролируемого металла
2. От толщины сварного соединения
3. От типа сварного соединения и его толщины
4. От состояния поверхности соединения
5. От особенностей изготовления сварной конструкции
6. От технико-экономических показателей метода контроля и других факторов.









Характерной особенностью большинства методов неразрушающего контроля является,
то, что выявление дефектов происходит лишь косвенным путём, в результате анализа
определённых физических свойств сварного соединения, которые не влияют на работоспособность
изделия.
Например, при радиационной дефектоскопии дефекты типа «нарушения сплошности»
определяют по интенсивности ионизирующего излучения, проходящего через шов.
Результаты подобных методов контроля зачастую сложно расшифровать, поэтому в
их проведении должен быть задействован квалифицированный персонал.
Поскольку среди существующих методов контроля нет универсального, который гарантировал
бы выявление всех дефектов, то важно, в первую очередь, обнаружить недопустимые
дефекты. У каждого из методов есть свои преимущества и недостатки
В большинстве
случаев используют несколько методов. Такой подход позволяет обнаружить дефект
с большой долей вероятности. Далее рассмотрим каждый из методов контроля в отдельности.
Как проводится проверка: этапы и важные технические моменты
Стандартная схема проведения исследования одинакова для всех типов и видов швов, последовательность магнитопорошкового контроля сварных соединений регламентирована стандартами, действующими в данной области.
Порядок проведения исследования:
-
Подготовка исследуемой поверхности. Со шва и зоны термического влияния удаляют окалину, грязь, ржавчину, возможно — смазочные материалы, если они присутствуют. Чтобы более точно видеть контрольный рисунок на фоне темной металлической поверхности, возможна обработка тонким слоем светлой (чаще — белой) водоэмульсионной краски.
-
Заготовки намагничиваются различными способами (подробно они описаны ниже, в соответствующем разделе). Качество намагничивания влияет на точность контроля.
-
Наносят индикатор, содержащий частицы ферромагнитов. Способ нанесения выбирается с учетом имеющихся в наличии приборов для контроля (подробнее — ниже).
-
Для контроля проводится осматривание проверяемого участка, возможно с использованием оптических приборов, указанных в нормативах.
-
Индикаторный рисунок расшифровывают, фиксируя дефекты, выявленные в процессе. Для сравнения используется атлас дефектов, где есть подробные снимки. Информация о недочетах, выявленных в ходе магнитопорошкового контроля сварных швов, заносится в специальный журнал.
-
Исследованную деталь после проведения испытаний размагничивают, используя метод нагрева до точки Кюри или технологию помещения в магнитное поле с затухающей амплитудой.
-
Остатки нанесенного индикатора удаляются вручную или с применением специальных средств для протирки.
Выбор метода
Учитывают основные параметры исследуемых швов:
- физические характеристики;
- толщину и габариты заготовок;
- состояние поверхности: для ультразвука необходима зачистка с контактной смазкой, для магнитно-резонансного метода – проводят осадку шва (снимают поверхностные напряжения), для капиллярного исследования требуется идеально ровная и очищенная поверхность.
При выборе метода дефектоскопии необходимо учитывать:
- размеры допустимых дефектов, по техническим условиям подбирают чувствительность приборов;
- условия проведения исследований.
Если важно выявить объемные дефекты, пустоты – надежнее провести радиационный контроль. Трещины и непровары определяют ультразвуком, магнитным полем
Дефекты, выходящие на поверхность, выявляют капиллярным методом.
Достоинства и недостатки
Положительные качества методики:
- при проверке детали остаются в целости и сохранности;
- низкая себестоимость проверки и быстрота работы исполнителя;
- не представляет опасности для работающего персонала;
- проверка осуществляется для изделий из любого материала;
- высокая мобильность ультразвукового оборудования.
Благодаря малым габаритам, проверка ультразвуковым способом проводится в любом месте.
Без негативных свойств никогда не обходится:
- нужна довольно тщательная предварительная подготовка, чтобы между искателем дефектоскопа и изделием не было воздушной прослойки;
- трудности с проверкой изделий и конструкций сложной формы ил малых размеров.
Иногда аналогичная методика не позволяет получение реальных размеров обнаруженного дефекта.
Ультразвуковой контроль сварных швов и соединений
 Сварные швы и соединения нуждаются в постоянном контроле качества. Самый распространенный метод контроля является ультразвуковой контроль. Многолетний опыт показывает, что внутри сварочного шва могут скрываться дефекты, которые могут повлиять на качество соединения, а ультразвуковой контроль позволяет выявить мельчайшие детали и недостатки.
Сварные швы и соединения нуждаются в постоянном контроле качества. Самый распространенный метод контроля является ультразвуковой контроль. Многолетний опыт показывает, что внутри сварочного шва могут скрываться дефекты, которые могут повлиять на качество соединения, а ультразвуковой контроль позволяет выявить мельчайшие детали и недостатки.






Ультразвуковой метод и его технология
Технология ультразвукового контроля уже давно используется в производстве и промышленности. Данный способ контроля не разрушает соединения по структуре.
Технология проведения диагностики заключается в поиске структур, не отвечающих по физическим или химическим свойствам и показателям, где любые отклонения считаются дефектом.
Показания колебаний рассчитываются по формуле L=c/f, где L длина волны, с — скорость перемещения ультразвуковых колебаний, а f частота колебаний. По амплитуде отраженной волны определяется дефект – так можно выявить размер дефекта.
При сваривании деталей образуются газовые ванны, их испарения не всегда успевают удалиться. Метод ультразвукового контроля позволяет выявить газообразные вещества за счет сопротивления волн.
Как проводится ультразвуковой метод
 Практически любой тип металлов, таких как чугун, сталь, медь и другие, можно проверить ультразвуковым способом.
Практически любой тип металлов, таких как чугун, сталь, медь и другие, можно проверить ультразвуковым способом.
Существует четкий регламент выполнения проверочных работ, который нужно соблюдать:
- необходимо зачистить ржавчину и лакокрасочное покрытие со шва на расстоянии 5-7 см;
- поверхности необходимо обработать машинным, турбинным, или трансформаторным маслом;
- подстроить прибор под определенные параметры проверки;
- стандартные настройки прибора применяются при толщине шва не более 2 см;
- детали больше 2 см требуют применения АРД диаграмм;
- выполнить проверку качества шва с помощью AVG или DSG параметров;
- излучатель аппарата необходимо перемещать вдоль шва зигзагом, проворачивать вокруг своей оси на небольшой угол;
- аппарат выявляет максимально четкий сигнал, после чего разворачивается и ищет максимальную амплитуду;
- контроль и проверка производят согласно ГОСТу;
- отклонения и дефекты фиксируется в регистрационную таблицу.
 Выполнение проверочных работ должно осуществляться только квалифицированными специалистами и на правильно настроенном оборудовании, только в этом случаем можно получить достоверные данные. В случаях, когда необходимо более подробное исследование, используют гамма — дефектоскопию или рентгенодефектоскопию.
Выполнение проверочных работ должно осуществляться только квалифицированными специалистами и на правильно настроенном оборудовании, только в этом случаем можно получить достоверные данные. В случаях, когда необходимо более подробное исследование, используют гамма — дефектоскопию или рентгенодефектоскопию.
Ультразвуковым способом можно диагностировать различные типы швов: продольные, плоские, кольцевые, сварные стыки и трубы, а также тавровые соединения.
Чаще всего данный вид диагностики используется:
- для определения износа труб в магистралях, сварных соединений;
- для диагностика агрегатов и материалов;
- в машиностроении, в тепловой, нефтегазовой, атомной и химической промышленности для обеспечения безопасности эксплуатации будущего изделия;
- для проверки соединений сварного типа с крупнозернистой структурой или сложной геометрической формой;
- при установке или соединение изделий, которые будут подвержены физическим или температурным нагрузкам.
К работе с оборудованием для диагностики сварных соединений допускаются только профессиональные специалисты, которые ознакомлены с правилами техники безопасности.
Если сварные соединения находятся в труднодоступных местах, на высоте или замкнутых пространствах, проводится дополнительный инструктаж, работа специалистов контролируется отделом охраны труда.
Оценка и контроль качества сварных соединений
 Оценка качества сварных соединений происходит по следующим параметрам:
Оценка качества сварных соединений происходит по следующим параметрам:
- протяженность;
- высота и ширина дефекта, а также его форма;
- амплитуда звуковой волны.
Результаты исследования фиксируются в специальном журнале, согласно ГОСТ-14782.
При регистрации проверки в обязательном порядке проставляются:
- индексы сварного стыка
- наименование типа сварного стыка
- длина шва;
- описание условий, при которых производилась проверка;
- наименование и тип аппарата;
- частота колебаний в ГЦ;
- условная и предельная чувствительность, углы ввода в металл
- результаты проверки
- дата и ФИО специалиста.
Методы неразрушающего контроля качества сварных соединений
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 «Контроль неразрушающий. Методы оптического вида» устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 «Контроль неразрушающий. Сварные соединения. Радиографический метод».
Схема просвечивания рентгеновскими лучами: 1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.









Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.
Преимущества и недостатки метода
К преимуществам ультразвуковой дефектоскопии швов относятся следующие параметры:
 Плюсы и минусы ультразвукового контроля
Плюсы и минусы ультразвукового контроля
- высокочувствительность оборудования;
- компактные размеры приборов;
- оперативное получение информации о состоянии соединения;
- возможность осуществления контроля за соединениями с высоким уровнем толщины;
- минимальные затраты, что, в свою очередь, отражается на низкой стоимости дефектоскопии сварных швов;
- безопасность для человеческого организма и проверяемой конструкции;
- способность выявлять все категории дефектов;
- не оказывает разрушительного воздействия на сварной шов;
- выполнение дефектоскопии в различных условиях.
К недостаткам УЗД сварных швов относится необходимость предварительной подготовки: удаление с поверхности царапин, загрязнения, сложность проверки сварочного соединения металла с крупнозернистой структурой.
Существуют некоторые трудности, связанные с выявлением изъяна:
 Углы направления ультразвуковых колебаний
Углы направления ультразвуковых колебаний
- пропуск дефекта, расположенного в перпендикулярном направлении к движению ультразвука;
- если длина волны превышает размер изъяна, то устройству не удаётся его обнаружить, в связи с отсутствием отражения;
- при увеличении длины волны глубина проведения дефектоскопии сварных швов уменьшается;
- довольно ограниченные представления об особенностях дефекта;
- некорректность информации при проверке изделий сложной конфигурации.
Осуществление ультразвукового контроля над сварными швами – гарантия качества состояния готового сооружения. Тщательное соблюдение рекомендации, касающихся сроков проведения дефектоскопии сварных швов, является залогом своевременного выявления и устранения изъянов.



